- 会員限定
- 2017/01/10 06:40 掲載
IoT/インダストリー4.0と設計開発プロセス革新を成功に導くモジュラーデザイン
前回は、モジュール数の具体的な適用の方法と設計の自動化と開発の自動化を実現する方法を紹介しました。今回は最終回として、IoT/インダストリー4.0と設計開発プロセス革新を成功に導き、利益率10%の壁を超克するモジュラーデザインを論じます。
モノづくり経営研究所イマジン所長。マツダに勤務後、2000年に独立。韓国の世界的な電機メーカーを皮切りに、日本の重工業、重電、産機メーカーなどにモジュラーデザインのコンサルティングを行ってきた。2011年、コンサルティング会社を中心とした「日本モジュラーデザイン研究会」を設立。主な著作に『トヨタ経営システムの研究』(2002年、ダイヤモンド社)。アメリカほか6か国で翻訳出版。2003年に日本ナレッジ・マネジメント学会から研究奨励賞受賞。2005年に米Shingo PrizeからResearch Award受賞。『実践 モジュラーデザイン』(2011年、日経BP社)。20012年に日本生産管理学会から学会賞を受賞。他論文多数。
(© chombosan – Fotolia)
IoT/インダストリー4.0の前提条件「モジュラーデザイン」
連載一覧
IoT/インダストリー4.0は、1年ぐらい前から大きなうねりになっていますが、具体的なイメージはなかなかつかみにくいようです。
今のところで定義するなら、次のようになります。
IoTとは物の流通過程に大量のセンサーを設置して流通データを時々刻々と取得し、取得したビッグデータをリアルタイムに分析して生産手配、製造、販売促進、サービス体制を整えるアクチュエータを動かし、世界中の消費者のニーズに合った製品をカスタマイズ設計して、大量に売りさばくこと。
IoTは、企業系列内にとどまっていたSCM(Supply Chain Management)を、IT技術を駆使して国家的/国際的な次元に拡張することであるともいえるでしょう。インダストリー4.0は「第4次産業革命」と訳されますが、その実態はIoTレベルなのでIoTと同義語と考えることにします。
以上のようにIoTはいまのところ“商流革新/物流革新”の域を出ていません。それ自体は確かに新しい波であり無視することはできませんが、“モノづくり革新”そのものではないようです。むしろモノづくり革新がIoTの効果を最大化する前提条件であると考えたほうが良いでしょう。
2016年11月10日、ビジネス+ITにSAPジャパン提供のPR記事で『ビジネスの差別化をもたらす「製品の個別化戦略」』という投稿が行われました。その中に『ハイアール事例:製品のプラットフォーム化を通じたビジネスモデル変革』という興味深いコラムがありました。モノづくり革新がIoTのようなSCMを変革するという内容です(原文はこちらを参照)。
・グローバルで事業を展開するハイアールは、世界各国の市場に独自の製品を効率よく投入し、製品の過剰な複雑さを防ぐとともにグローバルな需要に対応していける能力を開発するために製品のプラットフォーム化に向けた取り組みを開始、2014年には完全導入。
・プラットフォーム化が特に効果を発揮するのは、冷蔵庫のように市場間で特徴が大きく異なる製品タイプの管理。
・プラットフォーム化を通じてハイアールは、全市場向けの標準冷蔵庫プラットフォームを設計する一方で、標準モジュールを組み合わせて製品を構成することにより、特定の市場ニーズにも対応できるようにした。
・製品のプラットフォーム化は複数の業務領域にメリットをもたらす原則にもなっている。研究開発においては、エンジニアは少数のコンポーネント、モジュール、プラットフォームに集中すればよいため、イノベーションに取り組みやすくなり、また開発期間の短縮にもつながった。
・サプライチェーンと製造においては、モジュールが標準化され、数も減ることで、ソーシングの単純化、生産量の増加、サプライチェーン構造の最適化を通じて、卓越した業務効率を達成しやすくなった。
・販売とマーケティングにおいては、標準モジュールを組み合わせることによって、異なる顧客グループ・市場に手ごろな価格で提供し、販売量、収益、顧客ロイヤルティを向上させることができた。
・このプログラムでハイアールが成功できた理由には、製品設計と製造をシームレスに連携させる能力がある。ハイアールの組立ラインでカスタマイズされた家電製品を効率よく生産できるのは、これらがモジュール化され、製品プラットフォームの構造を反映しているからだ。
後半の「サプライチェーンと製造においては・・・」と「販売とマーケティングにおいては・・・」の部分は、IoTの領域そのものです。IoTを十分に機能させるために、サプライチェーンの上流のエンジニアリンクチェーン領域でプラットフォーム化とモジュール化、すなわちモジュラーデザインをきちんとやることが必要だと述べているのです。
ハイアールのモジュラーデザインはどのようにして実現したか
ではハイアールはエンジニアリングチェーン段階で冷蔵庫をどのように具体的にプラットフォーム化/モジュール化しサプライチェーンに展開したのでしょうか。モジュラーデザインの方法論の観点から以下に考察します。(1)全世界の要求を最大公約数的に包含する製品ラインアップ展開と標準化
製品ラインアップとは、製品タイプの違いに製品サイズを組み合わせた体系的な製品展開表をいう。中南米やアフリカなどの新興国を含めた世界の国々が冷蔵庫に要求する構造を調査し、図1の「製品タイプ」欄に示すように、製品の構造を世界の顧客要求に最大公約数的に適合するように整理・標準化。日本でニーズが強い6ドアは世界的には特殊なのでここでは最大公約数の中に入れていない。
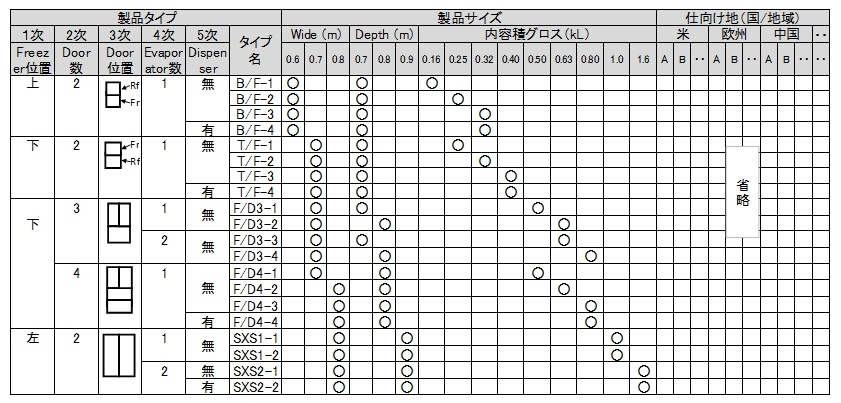
次に、世界中の住居寸法を調査し、図1の「製品サイズ」欄に示すように、製品構造ごとに数種類の外形サイズを品揃えしてラインアップを展開し標準化。世界の住居寸法の公差はISOで10cm(100mm)と定められているので、品揃えする外形サイズはW(Wide)とD(Depth)に100mmを単位とする等差数列を適用する。
WとDとH(Height)を掛けたグロスの内容積に等比数列の標準数(ここでは0.25kLまではR5、0.25kL以上はR10数列を適用。第3回を参照)を適用して全世界/全地域向けの品揃え計画を完了。Hはグロスの内容積をWとDで割り10mm単位で丸めて表示する。冷凍サイクルを構成するプラットフォームを収納する機械室と本体全周に覆い巡らす断熱構造の厚みおよび室内収納ケースの体積を差し引いたネットの内容積は10L単位で丸めて表示する。
最後に、「仕向け地(国/地域)」欄に示すように、製品ラインアップを全世界/全地域のどこに向けて市場導入するのかを明確にし、市場の要求、市場の熟成度、社内設計工数、社内外生産体制などを勘案して計画的に市場導入する。
このように、全世界/全地域の要求を最大公約数的にカバーする製品ラインアップを展開し標準化することがモジュラーデザイン活動のもっとも重要な第一歩。もちろん、ラインアップの標準化は時代の変化や技術の進化に合わせて定期的に改善することは前提。標準とは会社の進むべき方向を指し示す羅針盤であり、目先の競合他社の新製品に惑わされてその都度個別の製品を設計するやり方は最悪だ。
(2)冷凍能力を最大化する技術展開とプラットフォームの標準化
冷蔵庫のプラットフォーム(基本機能部品一式を搭載した架台)を構成するモーター、コンプレッサ、コンデンサ、エバポレータ、送風ファンなどの冷凍サイクル構成部品を、コストパフォーマンスを最大化したうえでモジュール化。
さらにそれらを製品ラインアップ別に、底面奥側と背面に最もコンパクトで振動騒音にも優れる形態で組み合わせてレイアウトし、標準プラットフォームとして決定。併せて、冷蔵庫の全周に覆い巡らす断熱構造を振動騒音とコストを考慮して技術革新し、薄型化する。
(3)室内収納ケースのモジュール化
外形寸法から底面と背面に配置したプラットフォーム空間と断熱構造部分を差し引いた残りの内容積を最大に活用でき、かつ射出成型機の型具構造部材を最大に共用できるように製品ラインアップを超えて室内収納ケースの形状をモジュール化する。
(4)オプション部品のモジュール化、標準化
ドアの取っ手、ドア表面のガラス化、表示装置、トリムなどのオプション部品を、世界各国が好む形状で数種類準備し、それらの取り付け方を標準化。
(5)設計手順書/自動設計システムの作成と製品仕様データベースの構築
新しく市場導入する国/地域向けの冷蔵庫を標準プラットフォームとモジュール部品群から選択して迅速に設計するための設計手順書を作成し、それをもとに自動設計システムを構築。加えて個別製品の仕様データを集中的に管理する製品仕様データベースを構築して自動設計システムとの間で仕様値を自動授受するシステムを開発する。
(6)製造工場の生産ラインを標準化
製品の標準プラットフォーム/モジュールをもとに世界中の製造工場の生産工程を標準化し、数百種類の冷蔵庫を最少生産ライン数でフレキシブルに一貫自動生産する体制を構築。
(7)BOM情報の自動生成
製造工場の生産体制が標準化できたら、製品仕様データベースの仕様情報からBOMの工程情報を自動作成することが可能になるので、BOM情報の自動生成システムを開発。
一般のモジュール化活動は、(2)にあるモーター、コンプレッサ、コンデンサ、エバポレータ、送風ファンなどの機能部品と(4)にあるオプション部品などの個別の部品を標準化/モジュール化するというような「部品だけ眺めたモジュール化」ですが、そういうスポット的なアプローチでは決して成功しないことは過去何度も経験済みのはずです。ハイアールのように、モノづくりの最上流の(1)から最下流の(7)まで展開することで初めてモジュール化は生きてくるのであり、さらに設計期間短縮、納品期間短縮などの大きな効果を得られるのです。
以上のハイアールの例と併せて、第2回で紹介したデンソーのラジエータの事例もご覧ください。「従来は自動車メーカーのいいなりで設計していたのでサイズ別に7本の製造ラインが必要だったが、モジュール化により、サイクルタイムの異なる大小数百種類ものラジエータを一貫自動生産する工場を実現。」
このようにして製品を標準プラットフォーム化/モジュール化することが製造ラインのフレキシブル化/自動化を実現する原動力であり、IoTの成否を左右する根本的な要因です。漫然とIoTを構築しても効果は小さいのです。なお、こういった全社的なプロセスの変革とシステム化は、社長/CEOまたはCMO (Chief Marketing Officer) が率先推進しなければ実現できないこともわかるでしょう。
【次ページ】トヨタ自動車の設計開発プロセス革新とTNGAの狙い
製造業界のおすすめコンテンツ
関連タグ
タグをフォローすると最新情報が表示されます
製造業界の関連コンテンツ
あなたの投稿
PR
PR
PR
