- 会員限定
- 2019/06/10 掲載
【実例】製造業のAI活用が失敗、PoCがうまくいかなかった本当の理由とは
連載:AI失敗学
PoC(概念実証)の対象となる機械やシステムなどの規模が大きくなると、多くの人がプロジェクトに参加するようになる。その結果、担当者間のコミュニケーション不足や急な設計方針などで問題が生じることがある。つまり、PoCがうまくいかないケースには、そうしたAI技術以外が原因となることも多い。そこで今回はどうすればAI活用のPoCが成功するかについて、実際の製造企業の失敗例を基に考えてみる。
東京大学大学院 にて理論物理を学び、2006年 後期博士課程中退。2006年、金融フロント専門のIT企業、シンプレクス [当時上場]入社。2010年、インターネット広告代理店、オプト[当時上場] 。大手競合が6ヶ月かけたが未完の案件に携わり、システム・ 人間関係を2ヶ月で実装させる。2015年、パーソナル人工知能を活用するSENSYにて、「AI利き酒師」をエンジニアとして開発し、日経新聞にも掲載。2017年、学習型人工知能をBtoBに応用するSOINNにて、 上場企業を中心に、AI導入のコンサルティング業務を行う。2017年6月、Google DeepMind 同様、汎用人工知能の実現を目指す「ドワンゴ 人工知能研究所」より業務委託を開始。2018年、ペット保険会社にて、AI導入のコンサルティング業務を行う。2018年11月、自然言語処理の大手企業にて新組織立ち上げとAI導入のコンサルティングの行う業務委託を開始。

(Photo/Getty Images)
半導体製造の前行程でAIを活用するプロジェクト
今回登場するのは、半導体メーカーのA社である。A社には研究部門があり、2010年代前半からディープラーニング(DL)に注目していた。新技術が次々に登場する中、外部の専門家の知識を取り入れたいという要望があったという。2016年にAIの「AlphaGo」が人間のトップ棋士を破ったことで、経営層もその威力を知ることとなった。経営陣は多すぎる技術のバリエーションを追求するのではなく、企画部主導で課題を洗い出し、自社に有望な技術をAIスタートアップにピックアップさせて「AIプロジェクト」を開始した。具体的には、製品規格を統一して、スケールメリットを活かす計画生産を目指す取り組みだ。
同プロジェクトの責任者に選ばれたのが、B氏である。B氏は生産技術のエンジニアとして複数の工場で実績を積み、企画部に異動した人物だ。生産現場と個人的なパイプを持ち、いくつかのプロジェクトを成功させてきた。
B氏は半導体製造の前行程は物理的な処理が多く、改善の余地が大きいと考えた。特に機械学習(ML)やデータ分析に精通しているわけではなかったが、各工程の中でもスループットが低く、人間の目で見て画像処理しやすい部分にAIが活用できると考えた。そこで、同社の製造ラインにおいて、ウェーハを酸化した後に、AIを活用した画像処理で不良品を仕分けすることにした。
さっそくB氏は複数の大手ベンダーやAIスタートアップにコンタクトを取った。B氏がパートナーに求めたのは、担当者の専門性と地頭のよさだった。その結果、何度もの面談を経てAIスタートアップのC社に発注した。
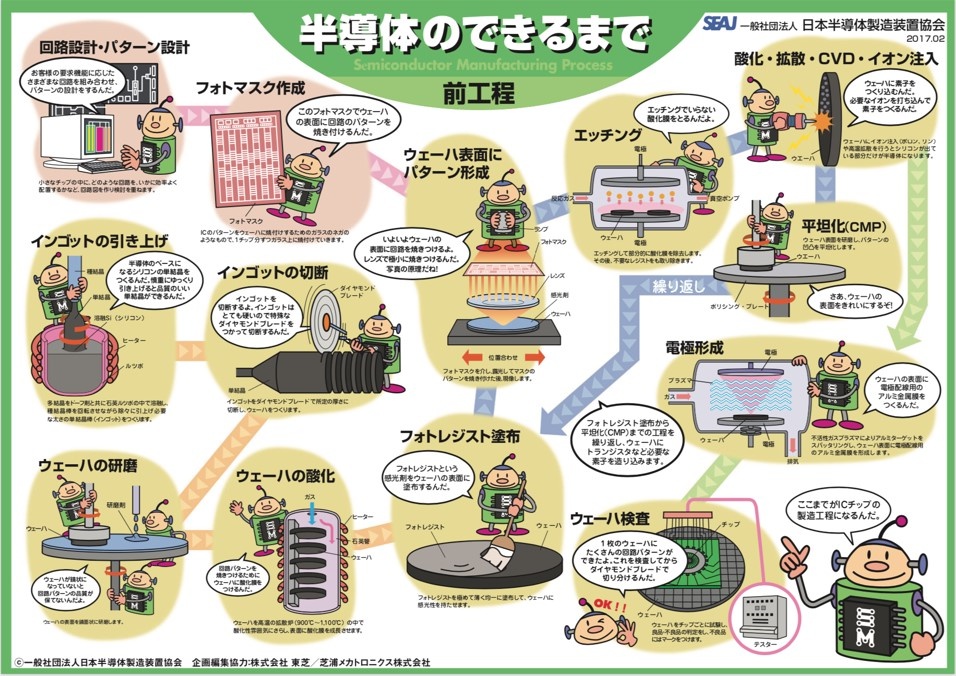
(出典:一般社団法人 日本半導体製造装置協会)
経営陣によって方針の変更を余儀なくされる
PoC(実証実験)が開始されたのは、2017年初頭。担当者は、MLの博士号を1年前に取得したD氏である。D氏は大学の研究機関でも将来を嘱望されていたが、「ビジネスの生のデータを取り扱いたい」と考え、D氏の友人が起業したスタートアップに参画した人物だ。B氏とD氏は技術においても探索が重要であることを理解していた。初回の中間報告では簡単なデータの確認とアルゴリズムの適用結果が報告された。その結果、「人間よりも精度が劣る」ことと「検査対象の写真は光の当たり方が一定ではない」ことが判明した。
この課題を克服するために、2つの対策が提案された。1つは「不良品と判断した根拠を可視化する」こと。もう1つは「画像の質向上を目的に、点光源から平行な光源に変更する」ことだ。B氏は中間報告として、光源の問題を経営陣へ具申した。
しかし、ここで雲行きが怪しくなる。経営陣は光源問題解消のための設備投資を認めたが、プロジェクトの拡大を要求してきたのだ。経営陣は「前行程の最後の試験結果と各工程のデータを連携し、不良品の原因分析に活用したい」と言い出したのである。折しもスマート・ファクトリー構想が対外的に発表され、インパクトのある成果が必要だったのだ。
B氏は顔をしかめた。これまでも技術的な担保ができていない段階で方針変更が“降ってきた”結果、幾度となく痛い目を見てきたためである。B氏は方針変更が難しいことを上申したが、結局は折れざるを得なかった。B氏はC社とD氏に謝罪し、最終報告後の次のフェーズで原因分析を発注することになった。
A社のプロジェクトにおける問題の分析
関連記事
B氏は検品システムと各工程のデータを集め、C社にデータを渡した。D氏がデータを確認すると、異なる会社の機械が含まれていたため、データの仕様がバラバラであることが分かった。また、多くの機械で数値制御された履歴が残っているが、ウェーハがどのように変化したかという情報が不足していた。そこでB氏は、プロジェクトを中断し、工場に多くのセンサーをつける必要があると上申した。
経営陣は今後を鑑みてセンサーを取り付けることを受け入れたが、優先度をつけて順次各行程にセンサーを導入することにした。ただし、プロジェクトの目的は当初のものに戻し、工程を横断したプロジェクトは優先度を下げた。
ではいったい、上記のケースは何が問題だったのだろうか。整理すると以下のようになる。
1. スループットと技術的な実現性から各工程を評価した
2. 途中で経営陣からPoCの変更を依頼された。その内容は複数の工程にまたがるものだった
3. 各工程では不良品の原因分析に必要なデータが不足していた
4. 優先度をつけて各工程にセンサーを設置し、データを取得した
2. 途中で経営陣からPoCの変更を依頼された。その内容は複数の工程にまたがるものだった
3. 各工程では不良品の原因分析に必要なデータが不足していた
4. 優先度をつけて各工程にセンサーを設置し、データを取得した
経営層からPoCの変更を余儀なくされたことはあるが、それは大きな問題ではない。今回のケースで重要となるのは「経営層が技術的な難易度の理解が十分ではなかったこと」と「B氏のプロジェクトの目的の作り込みが甘かったこと」だといえる。
【次ページ】プロジェクトの「やらない」方針を明確にする
AI・生成AIのおすすめコンテンツ
関連タグ
タグをフォローすると最新情報が表示されます
AI・生成AIの関連コンテンツ
あなたの投稿
PR
PR
PR
