- 会員限定
- 2017/09/20 06:40 掲載
GEのモデル工場、Brilliant Factoryを現地で見てきた
IoTにより医療経営の効率化を支援するGEヘルスケア・ジャパン。自社工場でのIoTの知見を医療現場にフィードバックすることで、病院経営や院内部門の運営を効率化する新たな価値を提供する。今回は同社のIoTの取り組みの心臓部である「Brilliant Factory」の取り組みについて、実際に日野工場で進められている改善と成果に関して詳しく紹介する。
前編はこちら(この記事は後編です)
GEのモデル工場、Brilliant Factoryを見てきた
GEのモデル工場である日野工場では、ITとIoTの導入により生産性向上に取り組んでいる。建屋は地下1階、地上5階。地下1階にCTディテクタ(検出センサー)、1階にCTガントリ(大きな輪の架台)、2階に超音波診断装置用プローブの各製造ラインがあり、3階が生産管理とコールセンター、4階が営業・サービス・技術部、5階が社員食堂になっている。公開されたのは、地上1階の一部のゾーンだ。関連記事
1階のCTガントリラインでは、5人の作業者が人手で計500点もの部品を組みつけている。そのため、価値を生まない動作をひとつでも減らすことが重要だ。そこでリーン方式とITを融合し、RFIDなどのIT技術を使って作業実績を「見える化」し、従来比3倍のスピードで無駄の削減に成功したという。
製造の大まかな流れは、まず地下1階で製造されたCTディテクタや、外部サプライヤーから調達した各種部品が、機種ごとの「キットカート」としてサブラインで準備される。これは、毎回これらの部品を倉庫から取ると効率が悪いためだ。
次にメインラインにて、作業者がカートから部品を取り出し、CTガントリを組み立てていく。ここで標準化が行われており、作業順とキットカートから取る部品順がリンクしているため、作業者は悩まずに作業を進められる。

また、作業自体は1時間内に終わるように設定されている。このため、キットカートの開始と終了のタイミングをRFIDで検出することで、どのくらい進捗しているのかをリアルタイムで把握できる。
これらのデータはExcelで自動処理され、カラー別に進捗状況がディスプレイに表示される。黄色や赤色の場合は進捗に遅れがあるため、トラブルをエスカレーションし、作業の改善が行われるという流れだ。データはすべて記録されており、あとから継続的な改善も可能だ。
製造工程の改善の取り組みを、医療現場の改善にフィードバック
各部品の不良などの品質についてもシステムに記録され、どの工程で、どんな不良が、どの部品番号で起きたのかといった詳細データを吸い上げ、ダッシュボードに表示される。これは、前出の産業用ソフトウェア・プラットフォーム(Predix)のアプリケーション「Manufacturing Hub」だ。工程管理については、専用の「BOX PLOT」と呼ばれるツールで示される。
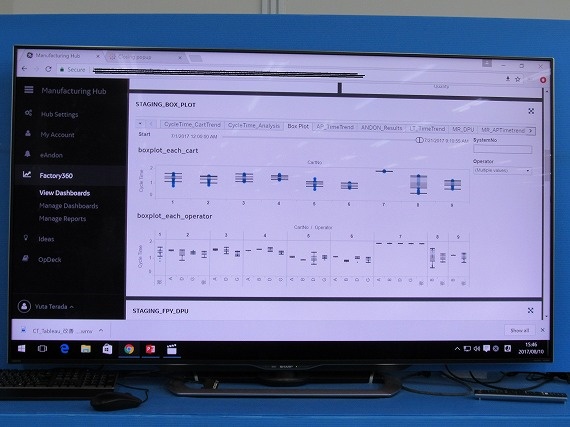
標準の作業時間に対して、各キットカートでの作業時間が計測され、プロセスごとに一覧表示される。そのバラつきを調べることでボトルネックを解消し、全体を最適化するための知見が得られる。
さらに作業時間のバラつき具合は、作業者ごとに分析することも可能だ。作業者のノウハウを聞いて作業手順を組み替えたり、調整したりする改善活動につなげていく。
このようにして、同工場では1日に2台というハイペースで高度な医療機器であるCTが製造され、全世界の病院に出荷されている。特に日野工場における製造工程のバラつき分析・管理に関しては、医療関係者からも「医療現場の改善活動に応用できる」との反響が寄せられているという。
医療現場におけるCT検査プロセスでも、検査技師によってどのようなバラつきがあるのかを調べたり、改善活動の機会につなげることに活用できるからだ。
【次ページ】工場レイアウトの最適化にもデータを活用
製造業界のおすすめコンテンツ
関連タグ
タグをフォローすると最新情報が表示されます
製造業界の関連コンテンツ
あなたの投稿
PR
PR
PR
